Pengemasan, pelabelan, transportasi dan penyimpanan
STANDAR INTERSTATE
Tanggal perkenalan 01.01.75
Standar ini berlaku untuk strip canai dingin baja karbon rendah yang ditujukan untuk pengemasan.
(Edisi Perubahan, Amandemen No. 4)
1. KLASIFIKASI DAN ASSORTMENT
1.1. Rekaman itu dibagi:
a) menurut keadaan bahan:
lembut - M,
setengah mengeras - PN,
pekerja keras - N;
b) dalam hal akurasi pembuatan:
akurasi normal dalam ketebalan dan lebar,
peningkatan akurasi dalam ketebalan - T,
peningkatan akurasi lebar - W.
1.2. Dimensi pita dan deviasi maksimumnya harus sesuai dengan yang ditunjukkan dalam tabel. Dan .
Tabel 1
|
Ketebalan pita |
Deviasi maksimum dalam ketebalan pita |
Lebar pita |
|||||
|
Akurasi biasa |
Peningkatan akurasi |
||||||
|
Catatan: 1. Tanda “´” berarti pita perekat dengan ukuran ini diproduksi, tanda “-” berarti pita perekat dengan ukuran ini tidak diproduksi. 2. (Dihapus, Amandemen No. 2). |
|||||||
Tabel 3
(Edisi Perubahan, Amandemen No. 3)
2.3. Seharusnya tidak ada cacat atau delaminasi pada permukaan pita perekat. Lapisan skala tipis, cetakan kecil, tanda dan film kecil, serta adanya pelumas teknologi, diperbolehkan.
Di tepi pita, penyok individu tidak lebih dari setengah deviasi maksimum sepanjang lebar pita.
2.4. Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dengan bentuk bulan sabit tidak melebihi 5 mm per 1 m panjangnya.
2.5. Rekaman itu harus diproduksi dalam bentuk gulungan. Berat gulungan diatur:
untuk pita lebar 15 - 20 mm - dari 20 hingga 80 kg;
untuk pita dengan lebar lebih dari 20 mm - dari 40 hingga 200 kg.
Gulungan pita dengan berat minimal 5 kg diperbolehkan dalam jumlah 15% dari batch.
2.4; 2.5.
3. ATURAN PENERIMAAN
3.1. Rekaman itu diterima secara berkelompok. Batch harus terdiri dari pita dengan ukuran yang sama, kondisi bahan, keakuratan pembuatan yang sama dan disertai dengan dokumen mutu yang memuat:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
hasil tes;
berat bersih batch;
jumlah gulungan atau bungkusan;
nomor batch.
3.2. Penampilan, dimensi dan sifat mekanik diperiksa pada 1% gulungan batch, tetapi tidak kurang dari dua gulungan.
3.3. Apabila diperoleh hasil pengujian yang kurang memuaskan untuk sekurang-kurangnya salah satu indikator, maka dilakukan pengujian ulang terhadap sampel sebanyak dua kali yang diambil dari gulungan yang tidak diuji.
Hasil pengujian ulang berlaku untuk keseluruhan lot.
3.1 - 3.3. (Edisi Perubahan, Amandemen No. 2, 3).
4. METODE UJI
4.1. Dimensi pita dan ukuran cacat pada tepi pita harus diperiksa dengan mikrometer (GOST 6507, GOST 4381), kaliper (GOST 166) dan alat ukur akurasi lainnya yang sesuai.
Ketebalan pita diukur pada jarak minimal 10 mm dari tepi, dan pita dengan lebar kurang dari 20 mm diukur di tengah lebarnya.
4.2. Kontrol kualitas permukaan dan tepi dilakukan secara visual pada putaran gulungan ke-2 - ke-5.
4.1; 4.2. (Edisi Perubahan, Amandemen No. 4).
4.3a. Satu sampel dipotong dari setiap gulungan pita yang dipilih untuk setiap jenis pengujian.
(Diperkenalkan sebagai tambahan, Amandemen No. 2).
4.3. Uji tarik dilakukan pada sampel tipe I atau II menurut GOST 11701.
Diperbolehkan menguji pita dengan lebar 20 mm atau lebih pada sampel dengan panjang desain awalaku 0 = 80 mm dan lebar B 0 = 20 mm, dan pengujian pita perekat dengan lebar kurang dari 20 mm dilakukan pada sampel dengan lebar sama dengan lebar pita produksiBdengan panjang awal sampel yang dihitungaku 0 = 4 B.
Benda uji dipotong sepanjang arah penggulungan.
4.4. Bentuk bulan sabit diperiksa dengan menyejajarkan tepi sampel pita sepanjang 1 m dengan garis lurus, dan pengukuran dilakukan dengan penggaris sesuai dengan GOST 427 pada tempat kelengkungan terbesar.
4.3; 4.4. (Edisi Perubahan, Amandemen No. 4).
5. KEMASAN, PELABELAN, TRANSPORTASI DAN PENYIMPANAN
1
- kertas tahan air; 2
- lembaran logam;
3 -
palet kayu; 4
- pita logam.
Pengemasan dilakukan dengan menggunakan salah satu metode yang ditunjukkan di bawah ini:
gulungan ditempatkan di atas palet kayu atau logam dalam tumpukan dengan berat hingga 1,25 ton dan dipasang ke palet dengan empat pita logam sesuai dengan GOST 3560 atau dokumentasi peraturan dan teknis lainnya;
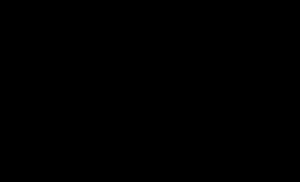
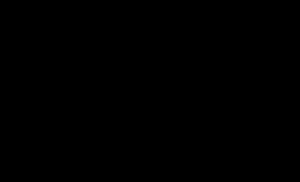
gulungan ditempatkan dalam tumpukan dengan berat hingga 5 ton, dibungkus dengan lembaran logam yang dibuat sesuai dengan dokumentasi normatif dan teknis, dan susunan vertikal gulungan diamankan dengan kuat dengan setidaknya dua strip logam melintang dan satu memanjang dari pita sesuai dengan GOST 3560 atau menurut dokumentasi peraturan dan teknis lainnya (lihat . ).
Dengan kesepakatan antara produsen dan konsumen, pelumas pelindung diterapkan pada pita perekat diikuti dengan pengemasan:
gulungan dibungkus dengan lapisan kertas, kemudian dengan lapisan film atau kain polimer dan diikat setidaknya di tiga tempat dengan kawat atau selotip lunak sesuai dengan GOST 3282, GOST 3560 atau dokumentasi peraturan dan teknis lainnya.
Berikut ini digunakan sebagai bahan pengemas:
kertas lilin sesuai dengan gost 9569, kertas kemasan dua lapis sesuai dengan gost 8828, kertas yang diminyaki dan kertas lain yang memberikan perlindungan terhadap korosi, diproduksi sesuai dengan peraturan dan dokumentasi teknis;
film polimer menurut Gost 10354, gost 16272 dan lainnya - sesuai dengan dokumentasi peraturan dan teknis;
kanvas yang dijahit wadah - sesuai dengan dokumentasi peraturan dan teknis;
bahan lain yang tidak menggunakan bahan katun dan linen serta tidak mengganggu mutu kemasan, serta jahitan penutup dari limbah industri tekstil.
Digunakan sebagai pelumas:
campuran beton cair dan minyak industri sesuai dengan gost 20799 dengan perbandingan 1:1, campuran minyak konservasi NG-203A sesuai dengan OST 38.01436-87 dan minyak industri sesuai dengan gost 20799 dengan perbandingan 1: 1, minyak industri sesuai dengan gost 20799 + 15% aditif AKOR-1 sesuai dengan gost 15171 atau jenis minyak atau campuran pengawet lainnya dengan rasio komponen berbeda, yang sifat pelindungnya setara dengan yang tercantum.
(Edisi Perubahan, Amandemen No. 2, 3, 4).
5.3. Pengikatan beberapa gulungan secara bersamaan diperbolehkan. Lebar total gulungan yang dibundel dalam hal ini tidak boleh melebihi 250 mm; Kepatuhan terhadap persyaratan adalah wajib. Dengan persetujuan konsumen, metode pengemasan pita lainnya diperbolehkan untuk menjamin keamanannya selama penyimpanan dan pengangkutan serta mencegah korosi.
(Edisi Perubahan, Amandemen No. 1, 4).
5.4. Setiap gulungan atau kemasan harus disertai dengan label yang menunjukkan:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
nomor batch.
(Edisi Perubahan, Amandemen No. 3).
5.4a. Penandaan transportasi - menurut Gost 14192.
(Diperkenalkan sebagai tambahan, Amandemen No. 3).
5.5. (Dihapus, Amandemen No. 2).
5.6. Rekaman itu diangkut dengan segala jenis pengangkutan sesuai dengan aturan pengangkutan barang yang berlaku untuk jenis pengangkutan ini, dan bila diangkut dengan kereta api - sesuai dengan persyaratan teknis untuk memuat dan mengamankan muatan yang disetujui oleh Kementerian Perkeretaapian. dari Uni Soviet.
Rekaman itu diangkut dengan kereta api dalam gerbong tertutup dengan muatan mobil atau dalam pengiriman kecil.
Diperbolehkan mengangkut paket kaset yang dibungkus lembaran logam dengan kendaraan terbuka.
(Edisi Perubahan, Amandemen No. 3, 4).
5.7. Rekaman itu harus disimpan sesuai dengan ketentuan 2
Gost 3560-73
Grup B24
STANDAR INTERSTATE
PITA KEMASAN BAJA
Spesifikasi
Paket strip baja. Spesifikasi
OKP 12 3100
Tanggal perkenalan 1975−01−01
DATA INFORMASI
1. DIKEMBANGKAN DAN DIPERKENALKAN oleh Kementerian Metalurgi Besi Uni Soviet
2. DISETUJUI DAN DIBERLAKUKAN dengan Resolusi Komite Negara Standar Dewan Menteri Uni Soviet tanggal 06.08.73 N 1929
3. BUKAN Gost 3560-47
4. REFERENSI DOKUMEN PERATURAN DAN TEKNIS
| Penunjukan dokumen teknis yang direferensikan | Nomor barang |
| Gost 166-89 |
4.1 |
| Gost 380-94 |
2.1 |
| Gost 427-75 |
4.4 |
| Gost 1050-88 | 2.1 |
| Gost 3282-74 |
5.1; 5.2 |
| Gost 4381-87 |
4.1 |
| Gost 6507-90 | 4.1 |
| Gost 8828-89 |
5.2 |
| Gost 9569-79 | 5.2 |
| Gost 10354-82 | 5.2 |
| Gost 11701-84 |
4.3 |
| Gost 14192-96 | 5.4a |
| Gost 15150-69 |
5.7 |
| Gost 15171-78 | 5.2 |
| Gost 16272-79 |
5.2 |
| Gost 16523-97 | 2.1 |
| Gost 20799-88 |
5.2 |
| Gost 21650-76 |
5.2 |
| Gost 24597-81 | 5.2 |
| OST 38.01436−87 |
5.2 |
5. Masa berlakunya dicabut berdasarkan Protokol No. 5−94 Dewan Antar Negara untuk Standardisasi, Metrologi dan Sertifikasi (IUS N 11−12−94)
6. EDISI dengan Amandemen No. 1, 2, 3, 4, disetujui pada Desember 1980, Desember 1982, Desember 1985, Juli 1990 (IUS 2−80, 3−83, 4−86, 10 −90)
Standar ini berlaku untuk strip canai dingin baja karbon rendah yang ditujukan untuk pengemasan.
1. KLASIFIKASI DAN ASSORTMENT
1.1. Rekaman itu dibagi:
a) menurut keadaan bahan:
lembut - M,
setengah mengeras - PN,
pekerja keras - N;
b) dalam hal akurasi pembuatan:
akurasi normal dalam ketebalan dan lebar,
peningkatan akurasi dalam ketebalan - T,
peningkatan akurasi lebar - W.
1.2. Dimensi pita dan deviasi maksimumnya harus sesuai dengan yang ditunjukkan pada Tabel 1 dan 2.
Tabel 1
| Ketebalan pita |
Deviasi maksimum sesuai dengan ketebalan pita |
Lebar pita |
|||||
| akurasi biasa |
peningkatan akurasi |
15 | |||||
| 0,20 |
±0,03 |
±0,02 | X |
X |
X |
X |
X |
| 0,25 | ±0,04 | ±0,025 |
X | X | X | X | X |
| 0,30 |
±0,03 |
X |
X |
X |
X |
X |
|
| 0,40 |
±0,06 |
±0,04 |
X |
X |
X |
X |
X |
| 0,50 |
±0,08 |
±0,05 |
X |
X |
X |
X |
X |
| 0,70 | ±0,10 | ±0,07 | X |
X | X | X | X |
| 0,80 |
±0,08 |
- | X |
X |
- | - | |
| 0,90 | ±0,15 | ±0,09 |
X | X | X | X | X |
| 1,00 |
±0,10 |
- | X |
X |
X |
X |
|
| 1,20 | ±0,20 | ±0,15 |
- | X | X | - | - |
| 1,50 |
±0,15 |
- | - | X |
X |
X |
|
| 1,80 |
±0,30 |
±0,20 |
- |
- |
X |
- |
- |
Catatan:
1. Tanda “X” berarti pita dengan ukuran tersebut sudah diproduksi, tanda “-” berarti pita dengan ukuran tersebut tidak diproduksi.
2. (Dihapus, Perubahan No. 2).
Meja 2
Contoh simbol
Strip baja canai dingin, rendah karbon, lunak, dengan peningkatan presisi dalam ketebalan dan lebar, tebal 0,40 mm dan lebar 20 mm:
Pita M-T-Sh-0,40x20 Gost 3560-73
Akurasi produksi normal yang sama, pengerjaan dingin, tebal 0,5 mm dan lebar 30 mm:
Pita N-0,5x30 Gost 3560-73
1.3. Atas permintaan konsumen, dimungkinkan untuk memproduksi pita berukuran 0,5x16 mm. Atas permintaan konsumen, pita dengan lebar 19 mm harus diproduksi.
Atas permintaan konsumen, pita dengan ketebalan 0,25-0,40 mm diproduksi dengan lebar 120, 137, 158, 170, 221, 239, 252, 300 dan 321 mm dengan deviasi lebar maksimum ±1 mm.
2. PERSYARATAN TEKNIS
2.1. Rekaman itu harus diproduksi sesuai dengan persyaratan standar ini sesuai dengan peraturan teknologi yang disetujui dengan cara yang ditentukan.
Rekaman itu terbuat dari baja karbon rendah sesuai dengan gost 380 *, gost 1050, gost 16523 dan dokumentasi peraturan dan teknis lainnya.
______________
*GOST 380-2005 berlaku di wilayah Federasi Rusia, selanjutnya dalam teks. — Catatan dari produsen database.
Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dari baja karbon dengan kualitas sesuai dengan GOST 1050, GOST 380, GOST 16523 dan dokumentasi peraturan dan teknis lainnya.
(Edisi Perubahan, Amandemen No. 3, 4).
2.2. Sifat mekanik pita perekat harus sesuai dengan yang ditunjukkan pada Tabel 3.
Tabel 3
| Kondisi materi | Daya tarik |
Ekstensi relatif, %, |
| M | 250 (25) |
17 |
| Senin |
340 (35) | 7 |
| N |
590 (60) | - |
2.3. Seharusnya tidak ada cacat atau delaminasi pada permukaan pita perekat. Lapisan skala tipis, cetakan kecil, tanda dan film kecil, serta adanya pelumas teknologi, diperbolehkan.
Di tepi pita, penyok individu tidak lebih dari setengah deviasi maksimum sepanjang lebar pita.
2.4. Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dengan bentuk bulan sabit tidak melebihi 5 mm per 1 m panjangnya.
2.5. Rekaman itu harus diproduksi dalam bentuk gulungan. Berat gulungan diatur:
untuk pita lebar 15-20 mm - dari 20 hingga 80 kg;
untuk pita dengan lebar lebih dari 20 mm - dari 40 hingga 200 kg.
Gulungan pita dengan berat minimal 5 kg diperbolehkan dalam jumlah 15% dari batch.
2.4; 2.5. (Edisi Perubahan, Amandemen No. 3).
3. ATURAN PENERIMAAN
3.1. Rekaman itu diterima secara berkelompok. Batch harus terdiri dari pita dengan ukuran yang sama, kondisi bahan, keakuratan pembuatan yang sama dan disertai dengan dokumen mutu yang memuat:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
hasil tes;
berat bersih batch;
jumlah gulungan atau bungkusan;
nomor batch.
3.2. Penampilan, dimensi dan sifat mekanik diperiksa pada 1% gulungan batch, tetapi tidak kurang dari dua gulungan.
3.3. Apabila diperoleh hasil pengujian yang kurang memuaskan untuk sekurang-kurangnya salah satu indikator, maka dilakukan pengujian ulang terhadap sampel sebanyak dua kali yang diambil dari gulungan yang tidak diuji.
Hasil pengujian ulang berlaku untuk keseluruhan lot.
3.1−3.3. (Edisi Perubahan, Amandemen No. 2, 3).
4. METODE UJI
4.1. Dimensi pita dan ukuran cacat pada tepi pita harus diperiksa dengan mikrometer (GOST 6507, GOST 4381), kaliper (GOST 166) dan alat ukur lain dengan akurasi yang sesuai.
Ketebalan pita diukur pada jarak minimal 10 mm dari tepi, dan pita dengan lebar kurang dari 20 mm diukur di tengah lebarnya.
4.2. Kontrol kualitas permukaan dan tepi dilakukan secara visual pada 2-5 putaran gulungan.
4.1; 4.2. (Edisi Perubahan, Amandemen No. 4).
4.3a. Satu sampel dipotong dari setiap gulungan pita yang dipilih untuk setiap jenis pengujian.
(Diperkenalkan sebagai tambahan, Amandemen No. 2).
4.3. Uji tarik dilakukan pada sampel tipe I atau II menurut GOST 11701.
Diperbolehkan menguji pita dengan lebar 20 mm atau lebih pada sampel dengan panjang desain awal = 80 mm dan lebar = 20 mm, dan menguji pita dengan lebar kurang dari 20 mm pada sampel dengan lebar sama. dengan lebar pita yang diproduksi dengan panjang desain awal sampel = 4.
Benda uji dipotong sepanjang arah penggulungan.
4.4. Bentuk bulan sabit diperiksa dengan menyejajarkan tepi sampel pita sepanjang 1 m dengan garis lurus, dan pengukuran dilakukan dengan penggaris sesuai dengan GOST 427 pada tempat kelengkungan terbesar.
4.3; 4.4. (Edisi Perubahan, Amandemen No. 4).
5. KEMASAN, PELABELAN, TRANSPORTASI DAN PENYIMPANAN
5.1. Setiap gulungan harus diikat setidaknya di tiga tempat dengan pita atau kawat logam lunak. Dengan persetujuan konsumen, metode lain untuk mengikat lilitan pita ke dalam gulungan diperbolehkan untuk mencegah pelepasan, sesuai dengan GOST 3560, GOST 3282 atau dokumentasi peraturan dan teknis lainnya.
(Edisi Perubahan, Amandemen No. 1, 2).
5.2. Rekaman itu diangkut dalam paket sesuai dengan Gost 24597, gost 21650 pada palet dan gulungan tanpa pelumas atau kemasan.
Pengemasan dilakukan dengan menggunakan salah satu metode yang ditunjukkan di bawah ini:
gulungan ditempatkan di atas palet kayu atau logam dalam tumpukan dengan berat hingga 1,25 ton dan dilekatkan pada palet dengan empat pita logam sesuai dengan GOST 3560 atau dokumentasi peraturan dan teknis lainnya;
gulungan ditempatkan dalam tumpukan dengan berat hingga 5 ton, dibungkus dengan lembaran logam yang dibuat sesuai dengan dokumentasi normatif dan teknis, dan susunan vertikal gulungan diamankan dengan kuat dengan setidaknya dua strip logam melintang dan satu strip logam memanjang dari pita sesuai dengan GOST 3560 atau menurut dokumentasi peraturan dan teknis lainnya (lihat .gambar).
1 - kertas tahan air; 2 - lembaran logam;
3 - palet kayu; 4 - pita logam
Dengan kesepakatan antara produsen dan konsumen, pelumas pelindung diterapkan pada pita perekat diikuti dengan pengemasan:
gulungan dibungkus dengan lapisan kertas, kemudian dengan lapisan film atau kain polimer dan diikat setidaknya di tiga tempat dengan kawat atau selotip lunak sesuai dengan GOST 3282, GOST 3560 atau dokumentasi peraturan dan teknis lainnya.
Berikut ini digunakan sebagai bahan pengemas:
kertas lilin sesuai dengan Gost 9569 *, kertas kemasan dua lapis sesuai dengan gost 8828, kertas yang diminyaki dan kertas lain yang memberikan perlindungan terhadap korosi, diproduksi sesuai dengan peraturan dan dokumentasi teknis;
______________
*GOST 9569-2006 berlaku di wilayah Federasi Rusia. — Catatan dari produsen database.
film polimer menurut Gost 10354, gost 16272 dan lainnya - sesuai dengan dokumentasi peraturan dan teknis;
kanvas yang dijahit wadah - sesuai dengan dokumentasi peraturan dan teknis;
bahan lain yang tidak menggunakan bahan katun dan linen serta tidak mengganggu mutu kemasan, serta jahitan penutup dari limbah industri tekstil.
Digunakan sebagai pelumas:
campuran tanah liat cair dan minyak industri sesuai dengan Gost 20799 dengan perbandingan 1:1, campuran minyak konservasi NG-203A sesuai dengan OST 38.01436 dan minyak industri sesuai dengan gost 20799 dengan perbandingan 1:1, minyak industri sesuai dengan gost 20799 + 15% aditif AKOR-1 sesuai dengan gost 15171 atau jenis minyak atau campuran pengawet lainnya dengan rasio komponen berbeda, yang sifat pelindungnya setara dengan yang tercantum.
(Edisi Perubahan, Amandemen No. 2, 3, 4).
5.3. Pengikatan beberapa gulungan secara bersamaan diperbolehkan. Lebar total gulungan yang dibundel dalam hal ini tidak boleh melebihi 250 mm; Kepatuhan terhadap persyaratan klausul 5.1 adalah wajib. Dengan persetujuan konsumen, metode pengemasan pita lainnya diperbolehkan untuk menjamin keamanannya selama penyimpanan dan pengangkutan serta mencegah korosi.
(Edisi Perubahan, Amandemen No. 1, 4).
5.4. Setiap gulungan atau kemasan harus disertai dengan label yang menyatakan:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
nomor batch.
(Edisi Perubahan, Amandemen No. 3).
5.4a. Penandaan transportasi - menurut Gost 14192.
(Diperkenalkan sebagai tambahan, Amandemen No. 3).
5.5. (Dihapus, Amandemen No. 2).
5.6. Rekaman itu diangkut dengan segala jenis pengangkutan sesuai dengan aturan pengangkutan barang yang berlaku untuk pengangkutan jenis ini, dan bila diangkut dengan kereta api - sesuai dengan persyaratan teknis untuk memuat dan mengamankan muatan, yang disetujui oleh Kementerian. Kereta Api Uni Soviet.
Rekaman itu diangkut dengan kereta api dalam gerbong tertutup dengan muatan mobil atau dalam pengiriman kecil.
Diperbolehkan mengangkut paket kaset yang dibungkus lembaran logam dengan kendaraan terbuka.
(Edisi Perubahan, Amandemen No. 3, 4).
5.7. Rekaman itu harus disimpan sesuai dengan ketentuan 2 gost 15150.
(Edisi Perubahan, Amandemen No. 4).
Teks dokumen elektronik
disiapkan oleh Kodeks JSC dan diverifikasi terhadap:
publikasi resmi
Baja canai. Umpan: Sat. gost. -
M.: Penerbit Standar IPK, 2003
Pilih pita logam sesuai dengan parameter, foto, biaya.
Standardisasi adalah ilmu yang luas, kompleks dan memiliki banyak segi. Di situlah istilah Gost sering ditemukan - seperangkat templat yang digunakan dalam kaitannya dengan semua jenis objek. Direalisasikan - dibuat sesuai dengan persyaratan teknis yang ditetapkan dan harus memenuhi peraturan dan standar yang ditentukan oleh negara, berdasarkan derajat kegunaan objek standardisasi. Berkat koordinasi dan peraturan negara, setiap produk memperoleh karakteristik unik tertentu, rahasia produksi, norma dan kriteria pemilihan bahan baku, volumenya, dan sebagainya.
Jangan lupakan fitur-fitur yang mungkin menjadi dasar ketidakpatuhan terhadap Gost. Jadi, misalnya, jaringan pita mungkin memiliki penyimpangan yang dapat diterima pada permukaannya dalam bentuk kerak, minyak teknis, penyok pada tepinya, dan pilihan lainnya, namun adanya cacat dan delaminasi pada jaringan tidak pernah diperbolehkan.
Bentuk produk yang dibeli adalah kumparan, yang dapat dibeli di website perusahaan LENTAPACK, dengan perbedaan berat dan lebar:
- dengan lebar 15-20 mm, berat gulungan tidak boleh melebihi 25 kg;
- dengan lebar lebih dari 20 mm, berat gulungan bisa mencapai 120 kg.
Sesuai dengan GOST, barang tersebut diterima untuk disimpan atau dikirim dalam batch yang telah lulus pemeriksaan wajib dalam hal penampilan, parameter dan properti, dengan setidaknya 1% barang dalam batch tersebut harus diperiksa secara menyeluruh. Jika selama pengujian verifikasi terungkap hasil untuk beberapa parameter yang tidak memenuhi persyaratan peraturan, maka, sesuai dengan persyaratan, inspeksi berulang dilakukan dalam batch, dan jumlah sampel barang yang diambil menjadi dua kali lipat.
 Untuk memahami metode inspeksi dan pengujian, kontrol kualitas permukaan baja, penandaan yang benar, dan segala sesuatu yang harus dimiliki produk berkualitas tinggi, perlu mempelajari dan mempertimbangkan dengan cermat kemungkinan perubahan yang dilakukan pada edisi baru tersebut. peraturan.
Untuk memahami metode inspeksi dan pengujian, kontrol kualitas permukaan baja, penandaan yang benar, dan segala sesuatu yang harus dimiliki produk berkualitas tinggi, perlu mempelajari dan mempertimbangkan dengan cermat kemungkinan perubahan yang dilakukan pada edisi baru tersebut. peraturan.
Pita pengepakan baja GOST 3560-73 tahan terhadap ketat
Pasar pengemasan menawarkan berbagai produk yang indikator dan standarnya telah dikembangkan. Oleh Pita pengemas baja GOST 3560-73 diproduksi di perusahaan perusahaan LENTAPACK. Kepatuhan terhadap persyaratan kualitas produk diperiksa oleh laboratorium khusus yang memiliki izin negara untuk jenis kegiatan ini. Sampel dari setiap batch produk harus diperiksa secara menyeluruh. Komposisi kimia logam dari mana pita itu dibuat dan kualitas lapisan pernis dan lilin yang diaplikasikan pada permukaannya diperiksa.
Sifat fisik produk juga harus diuji: kekuatan, perpanjangan, ketahanan panas, ukuran standar, kondisi tepi. Hanya dengan kepatuhan penuh terhadap GOST 3560-73 sertifikat kualitas dan dokumen perizinan lainnya dikeluarkan untuk pita pengepakan baja. Kehadiran mereka memungkinkan sejumlah produk yang diuji dilepaskan untuk dijual, dan juga menegaskan kualitasnya yang tinggi. Pembeli mengapresiasi produk LENTAPACK dan menjadi pelanggan tetap kami.
OST 38.01436-87
5. Masa berlakunya dicabut sesuai dengan Protokol N 5-94 Dewan Antar Negara untuk Standardisasi, Metrologi dan Sertifikasi (IUS N 11-12-94)
6. EDISI dengan Perubahan No. 1, 2, 3, 4, disetujui pada Desember 1980, Desember 1982, Desember 1985, Juli 1990 (IUS 2-80, 3-83, 4-86, 10 -90)
Standar ini berlaku untuk strip canai dingin baja karbon rendah yang ditujukan untuk pengemasan.
1. KLASIFIKASI DAN ASSORTMENT
1. KLASIFIKASI DAN ASSORTMENT
1.1. Rekaman itu dibagi:
a) menurut keadaan bahan:
lembut - M,
setengah mengeras - PN,
pekerja keras - N;
b) dalam hal akurasi pembuatan:
akurasi normal dalam ketebalan dan lebar,
peningkatan akurasi dalam ketebalan - T,
peningkatan akurasi lebar - W.
1.2. Dimensi pita dan deviasi maksimumnya harus sesuai dengan yang ditunjukkan pada Tabel 1 dan 2.
Tabel 1
Ketebalan pita | Deviasi maksimum | Lebar pita |
|||||
akurasi biasa | peningkatan akurasi | ||||||
Catatan:
1. Tanda “X” berarti pita dengan ukuran tersebut sudah diproduksi, tanda “-” berarti pita dengan ukuran tersebut tidak diproduksi.
2. (Dihapus, Perubahan No. 2).
Meja 2
Lebar pita | Deviasi maksimum pada lebar pita untuk akurasi produksi |
|
normal | ditingkatkan |
|
Contoh simbol
Strip baja canai dingin, rendah karbon, lunak, dengan peningkatan presisi dalam ketebalan dan lebar, tebal 0,40 mm dan lebar 20 mm:
Pita M-T-Sh-0.40x20 Gost 3560-73
Akurasi produksi normal yang sama, pengerjaan dingin, tebal 0,5 mm dan lebar 30 mm:
Pita N-0,5x30 Gost 3560-73
1.3. Atas permintaan konsumen, dimungkinkan untuk memproduksi pita berukuran 0,5x16 mm. Atas permintaan konsumen, pita dengan lebar 19 mm harus diproduksi.
Atas permintaan konsumen, pita dengan ketebalan 0,25-0,40 mm diproduksi dengan lebar 120, 137, 158, 170, 221, 239, 252, 300 dan 321 mm dengan deviasi lebar maksimum ±1 mm.
2. PERSYARATAN TEKNIS
2.1. Rekaman itu harus diproduksi sesuai dengan persyaratan standar ini sesuai dengan peraturan teknologi yang disetujui dengan cara yang ditentukan.
Rekaman itu terbuat dari baja karbon rendah sesuai dengan gost 380 *, gost 1050, gost 16523
______________
*GOST 380-2005 berlaku di wilayah Federasi Rusia, selanjutnya dalam teks. - Catatan produsen basis data.
Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dari baja karbon dengan kualitas sesuai dengan GOST 1050, GOST 380, GOST 16523 dan dokumentasi peraturan dan teknis lainnya.
(Edisi Perubahan, Amandemen No. 3, 4).
2.2. Sifat mekanik pita perekat harus sesuai dengan yang ditunjukkan pada Tabel 3.
Tabel 3
Kondisi materi | Daya tarik | Ekstensi relatif, %, |
2.3. Seharusnya tidak ada cacat atau delaminasi pada permukaan pita perekat. Lapisan skala tipis, cetakan kecil, tanda dan film kecil, serta adanya pelumas teknologi, diperbolehkan.
Di tepi pita, penyok individu tidak lebih dari setengah deviasi maksimum sepanjang lebar pita.
2.4. Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dengan bentuk bulan sabit tidak melebihi 5 mm per 1 m panjangnya.
2.5. Rekaman itu harus diproduksi dalam bentuk gulungan. Berat gulungan diatur:
untuk pita lebar 15-20 mm - dari 20 hingga 80 kg;
untuk pita dengan lebar lebih dari 20 mm - dari 40 hingga 200 kg.
Gulungan pita dengan berat minimal 5 kg diperbolehkan dalam jumlah 15% dari batch.
2.4; 2.5. (Edisi Perubahan, Amandemen No. 3).
3. ATURAN PENERIMAAN
3.1. Rekaman itu diterima secara berkelompok. Batch harus terdiri dari pita dengan ukuran yang sama, kondisi bahan, keakuratan pembuatan yang sama dan disertai dengan dokumen mutu yang memuat:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
hasil tes;
berat bersih batch;
jumlah gulungan atau bungkusan;
nomor batch.
3.2. Penampilan, dimensi dan sifat mekanik diperiksa pada 1% gulungan batch, tetapi tidak kurang dari dua gulungan.
3.3. Apabila diperoleh hasil pengujian yang kurang memuaskan untuk sekurang-kurangnya salah satu indikator, maka dilakukan pengujian ulang terhadap sampel sebanyak dua kali yang diambil dari gulungan yang tidak diuji.
Hasil pengujian ulang berlaku untuk keseluruhan lot.
3.1-3.3. (Edisi Perubahan, Amandemen No. 2, 3).
4. METODE UJI
4.1. Dimensi pita dan ukuran cacat pada tepi pita harus diperiksa dengan mikrometer (GOST 6507, GOST 4381), kaliper (GOST 166) dan alat ukur lain dengan akurasi yang sesuai.
Ketebalan pita diukur pada jarak minimal 10 mm dari tepi, dan pita dengan lebar kurang dari 20 mm diukur di tengah lebarnya.
4.2. Kontrol kualitas permukaan dan tepi dilakukan secara visual pada 2-5 putaran gulungan.
4.1; 4.2. (Edisi Perubahan, Amandemen No. 4).
4.3a. Satu sampel dipotong dari setiap gulungan pita yang dipilih untuk setiap jenis pengujian.
(Diperkenalkan sebagai tambahan, Amandemen No. 2).
4.3. Uji tarik dilakukan pada sampel tipe I atau II menurut GOST 11701.
Diperbolehkan menguji pita dengan lebar 20 mm atau lebih pada sampel dengan panjang desain awal = 80 mm dan lebar = 20 mm, dan menguji pita dengan lebar kurang dari 20 mm pada sampel dengan lebar sama. dengan lebar pita yang diproduksi dengan panjang desain awal sampel =
4.
Benda uji dipotong sepanjang arah penggulungan.
4.4. Bentuk bulan sabit diperiksa dengan menyejajarkan tepi sampel pita sepanjang 1 m dengan garis lurus, dan pengukuran dilakukan dengan penggaris sesuai dengan GOST 427 pada tempat kelengkungan terbesar.
4.3; 4.4. (Edisi Perubahan, Amandemen No. 4).
5. KEMASAN, PELABELAN, TRANSPORTASI DAN PENYIMPANAN
5.1. Setiap gulungan harus diikat setidaknya di tiga tempat dengan pita atau kawat logam lunak. Dengan persetujuan konsumen, metode lain untuk mengikat lilitan pita ke dalam gulungan diperbolehkan untuk mencegah pelepasan, sesuai dengan GOST 3560, GOST 3282 atau dokumentasi peraturan dan teknis lainnya.
(Edisi Perubahan, Amandemen No. 1, 2).
5.2. Rekaman itu diangkut dalam paket sesuai dengan Gost 24597, gost 21650 pada palet dan gulungan tanpa pelumas atau kemasan.
Pengemasan dilakukan dengan menggunakan salah satu metode yang ditunjukkan di bawah ini:
gulungan ditempatkan di atas palet kayu atau logam dalam tumpukan dengan berat hingga 1,25 ton dan dilekatkan pada palet dengan empat pita logam sesuai dengan GOST 3560 atau dokumentasi peraturan dan teknis lainnya;
gulungan ditempatkan dalam tumpukan dengan berat hingga 5 ton, dibungkus dengan lembaran logam yang dibuat sesuai dengan dokumentasi normatif dan teknis, dan susunan vertikal gulungan diamankan dengan kuat dengan setidaknya dua strip logam melintang dan satu strip logam memanjang dari pita sesuai dengan GOST 3560 atau menurut dokumentasi peraturan dan teknis lainnya (lihat .gambar).
1 - kertas tahan air; 2 - lembaran logam;
3 - palet kayu; 4 - pita logam
Dengan kesepakatan antara produsen dan konsumen, pelumas pelindung diterapkan pada pita perekat diikuti dengan pengemasan:
gulungan dibungkus dengan lapisan kertas, kemudian dengan lapisan film atau kain polimer dan diikat setidaknya di tiga tempat dengan kawat atau selotip lunak sesuai dengan GOST 3282, GOST 3560 atau dokumentasi peraturan dan teknis lainnya.
Berikut ini digunakan sebagai bahan pengemas:
kanvas yang dijahit wadah - sesuai dengan dokumentasi peraturan dan teknis;
bahan lain yang tidak menggunakan bahan katun dan linen serta tidak mengganggu mutu kemasan, serta jahitan penutup dari limbah industri tekstil.
Digunakan sebagai pelumas:
campuran tanah liat cair dan minyak industri sesuai dengan Gost 20799 dengan perbandingan 1:1, campuran minyak konservasi NG-203A sesuai dengan OST 38.01436 dan minyak industri sesuai dengan gost 20799 dengan perbandingan 1:1, minyak industri sesuai dengan gost 20799 + 15% aditif AKOR-1 sesuai dengan gost 15171 atau jenis minyak atau campuran pengawet lainnya dengan rasio komponen berbeda, yang sifat pelindungnya setara dengan yang tercantum.
(Edisi Perubahan, Amandemen No. 2, 3, 4).
5.3. Pengikatan beberapa gulungan secara bersamaan diperbolehkan. Lebar total gulungan yang dibundel dalam hal ini tidak boleh melebihi 250 mm; Kepatuhan terhadap persyaratan klausul 5.1 adalah wajib. Dengan persetujuan konsumen, metode pengemasan pita lainnya diperbolehkan untuk menjamin keamanannya selama penyimpanan dan pengangkutan serta mencegah korosi.
(Edisi Perubahan, Amandemen No. 1, 4).
5.4. Setiap gulungan atau kemasan harus disertai dengan label yang menyatakan:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
nomor batch.
(Edisi Perubahan, Amandemen No. 3).
5.4a. Penandaan transportasi - menurut Gost 14192.
(Diperkenalkan sebagai tambahan, Amandemen No. 3).
5.5. (Dihapus, Amandemen No. 2).
5.6. Rekaman itu diangkut dengan semua jenis angkutan sesuai dengan aturan pengangkutan barang yang berlaku untuk jenis angkutan ini, dan bila diangkut dengan kereta api - sesuai dengan persyaratan teknis untuk memuat dan mengamankan muatan, yang disetujui oleh Kementerian. Kereta Api Uni Soviet.
Rekaman itu diangkut dengan kereta api dalam gerbong tertutup dengan muatan mobil atau dalam pengiriman kecil.
Diperbolehkan mengangkut paket kaset yang dibungkus lembaran logam dengan kendaraan terbuka.
(Edisi Perubahan, Amandemen No. 3, 4).
5.7. Rekaman itu harus disimpan sesuai dengan ketentuan 2 gost 15150.
(Edisi Perubahan, Amandemen No. 4).
Teks dokumen elektronik
disiapkan oleh Kodeks JSC dan diverifikasi terhadap:
publikasi resmi
Baja canai. Umpan: Sat. gost. -
M.: Penerbit Standar IPK, 2003
TAPE KEMASAN BAJA Spesifikasi teknis
Paket strip baja. Spesifikasi
Tanggal perkenalan 01/01/75
Standar ini berlaku untuk strip canai dingin baja karbon rendah yang ditujukan untuk pengemasan.
(Edisi Perubahan, Amandemen No. 4).
1. KLASIFIKASI DAN ASSORTMENT
1.1. Rekaman itu dibagi:
a) sesuai dengan kondisi bahan : lunak - M,
setengah mengeras - PN, mengeras dingin - N;
b) berdasarkan akurasi produksi: akurasi normal dalam ketebalan dan lebar, peningkatan akurasi dalam ketebalan - T, peningkatan akurasi dalam lebar - W.
1.2. Dimensi pita dan deviasi maksimumnya harus sesuai dengan yang ditunjukkan dalam tabel. 1 dan 2.
Tabel 1mm
|
Lebar pita |
|||||||||
|
Ketebalan pita |
normal ketepatan |
ditingkatkan ketepatan | |||||||
Publikasi resmi
Reproduksi dilarang
Kelanjutan tabel. 1
|
Deviasi maksimum dalam ketebalan pita |
Lebar pita |
||||||||
|
Ketebalan pita |
normal ketepatan |
ditingkatkan ketepatan | |||||||
Catatan:
1. Tanda “x” berarti pita dengan ukuran ini sudah diproduksi, tanda “-” berarti pita dengan ukuran ini tidak diproduksi.
2. (Dihapus, Perubahan No. 2).
Meja 2
Contoh simbol Strip baja canai dingin, rendah karbon, lunak, dengan peningkatan presisi dalam ketebalan dan lebar, tebal 0,40 mm dan lebar 20 mm:
Tape M-T-Sh-0.40x 20 GOST3560-73 Sama, pengerjaan dingin, akurasi produksi normal, tebal 0,5 mm dan lebar 30 mm:
Pita N-0,5x 30 Gost3560-73
1.3. Atas permintaan konsumen, dimungkinkan untuk memproduksi pita berukuran 0,5x16 mm. Atas permintaan konsumen, pita dengan lebar 19 mm harus diproduksi.
Atas permintaan konsumen, pita dengan ketebalan 0,25-0,40 mm diproduksi dengan lebar 120, 137, 158, 170, 221, 239, 252, 300 dan 321 mm dengan deviasi lebar maksimum +1 mm.
Edisi perubahan, Pdt. No.3, 4).
2. PERSYARATAN TEKNIS
2.1. Rekaman itu harus diproduksi sesuai dengan persyaratan standar ini sesuai dengan peraturan teknologi yang disetujui dengan cara yang ditentukan.
Rekaman itu terbuat dari baja karbon rendah sesuai dengan gost 380, gost 1050, gost 16523 dan dokumentasi peraturan dan teknis lainnya.
Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dari baja karbon dengan kualitas sesuai dengan GOST 1050, GOST 380, GOST 16523 dan dokumentasi normatif dan teknis lainnya.
Tabel 3
2.2. Sifat mekanik pita perekat harus sesuai dengan yang ditunjukkan dalam tabel. 3.
2.3. Seharusnya tidak ada cacat atau delaminasi pada permukaan pita perekat. Lapisan skala tipis, cetakan kecil, tanda dan film kecil, serta adanya pelumas teknologi, diperbolehkan.
Di tepi pita, penyok individu tidak lebih dari setengah deviasi maksimum sepanjang lebar pita.
2.4. Dengan kesepakatan antara produsen dan konsumen, pita perekat dibuat dengan bentuk bulan sabit tidak melebihi 5 mm per 1 m panjangnya.
2.5. Rekaman itu harus diproduksi dalam bentuk gulungan. Berat gulungan diatur: untuk pita dengan lebar 15-20 mm - dari 20 hingga 80 kg;
untuk pita dengan lebar lebih dari 20 mm - dari 40 hingga 200 kg.
Gulungan pita dengan berat minimal 5 kg diperbolehkan dalam jumlah 15% dari batch.
2.4; 2.5. (Edisi Perubahan, Amandemen No. 3).
3. ATURAN PENERIMAAN
3.1. Rekaman itu diterima secara berkelompok. Batch harus terdiri dari pita dengan ukuran yang sama, kondisi bahan, keakuratan pembuatan yang sama dan disertai dengan dokumen mutu yang memuat:
merek dagang atau nama dan merek dagang dari produsen;
simbol rekaman itu;
hasil tes;
berat bersih batch;
jumlah gulungan atau bungkusan;
nomor batch.
3.2. Penampilan, dimensi dan sifat mekanik diperiksa pada 1% gulungan batch, tetapi tidak kurang dari dua gulungan.
3.3. Apabila diperoleh hasil pengujian yang kurang memuaskan untuk sekurang-kurangnya salah satu indikator, maka dilakukan pengujian ulang terhadap sampel sebanyak dua kali yang diambil dari gulungan yang tidak diuji.
Hasil pengujian ulang berlaku untuk keseluruhan lot.
3.1-3.3. (Edisi Perubahan, Amandemen No. 2, 3).
4. METODE UJI
4.1. Dimensi pita dan ukuran cacat pada tepi pita harus diperiksa dengan mikrometer (GOST 6507, GOST 4381), kaliper (GOST 166) dan alat ukur lain dengan akurasi yang sesuai.
Ketebalan pita diukur pada jarak minimal 10 mm dari tepi, dan pita dengan lebar kurang dari 20 mm diukur di tengah lebarnya.
4.2. Kontrol kualitas permukaan dan tepi dilakukan secara visual pada 2-5 putaran gulungan.
4.1; 4.2. (Edisi Perubahan, Amandemen No. 4).
4.3a. Satu sampel dipotong dari setiap gulungan pita yang dipilih untuk setiap jenis pengujian.
(Diperkenalkan sebagai tambahan, Amandemen No. 2).
4.3. Uji tarik dilakukan pada sampel tipe I atau II sesuai dengan GOST 11701. Diperbolehkan menguji pita dengan lebar 20 mm atau lebih pada sampel dengan awal
panjang desain / 0 = 80 mm dan lebar b() = 20 mm, dan pengujian pita dengan lebar kurang dari 20 mm dilakukan pada sampel dengan lebar sama dengan lebar pita b yang diproduksi dengan desain awal panjang sampel 1 0 = 4b.
Benda uji dipotong sepanjang arah penggulungan.
4.4. Bentuk bulan sabit diperiksa dengan menyejajarkan tepi sampel pita sepanjang 1 m dengan garis lurus, dan pengukuran dilakukan dengan penggaris sesuai dengan GOST 427 pada tempat kelengkungan terbesar.
4.3; 4.4. (Edisi Perubahan, Amandemen No. 4).
5. KEMASAN, PELABELAN, TRANSPORTASI DAN PENYIMPANAN
5.1. Setiap gulungan harus diikat setidaknya di tiga tempat dengan pita atau kawat logam lunak. Dengan persetujuan konsumen, metode lain untuk mengikat lilitan pita ke dalam gulungan diperbolehkan untuk mencegah pelepasan, sesuai dengan GOST 3560, GOST 3282 atau dokumentasi peraturan dan teknis lainnya.
(Edisi Perubahan, Amandemen No. 1, 2).
5.2. Rekaman itu diangkut dalam paket sesuai dengan Gost 24597, gost 21650 pada palet dan gulungan tanpa pelumas atau kemasan.
Pengemasan dilakukan dengan menggunakan salah satu metode yang ditunjukkan di bawah ini:
gulungan ditempatkan di atas palet kayu atau logam dalam tumpukan dengan berat hingga 1,25 ton dan dilekatkan pada palet dengan empat pita logam sesuai dengan GOST 3560 atau dokumentasi peraturan dan teknis lainnya;
gulungan ditempatkan dalam tumpukan dengan berat hingga 5 ton, dibungkus dengan lembaran logam yang dibuat sesuai dengan dokumentasi normatif dan teknis, dan susunan vertikal gulungan diamankan dengan kuat dengan setidaknya dua strip logam melintang dan satu strip logam memanjang dari pita sesuai dengan GOST 3560 atau menurut dokumentasi peraturan dan teknis lainnya (lihat .gambar).
Dengan kesepakatan antara produsen dan konsumen, pelumas pelindung diterapkan pada pita perekat diikuti dengan pengemasan:
gulungan dibungkus dengan lapisan kertas, kemudian dengan lapisan film atau kain polimer dan diikat setidaknya di tiga tempat dengan kawat atau selotip lunak sesuai dengan GOST 3282, GOST 3560 atau dokumentasi peraturan dan teknis lainnya.
Berikut ini digunakan sebagai bahan pengemas:
kertas lilin sesuai dengan gost 9569, kertas kemasan dua lapis sesuai dengan gost 8828, kertas yang diminyaki dan kertas lain yang memberikan perlindungan terhadap korosi, diproduksi sesuai dengan peraturan dan dokumentasi teknis;
film polimer menurut Gost 10354, gost 16272 dan lainnya - sesuai dengan dokumentasi peraturan dan teknis;
kanvas yang dijahit wadah - sesuai dengan dokumentasi peraturan dan teknis; bahan lain yang tidak menggunakan bahan katun dan linen serta tidak mengganggu mutu kemasan, serta jahitan penutup dari limbah industri tekstil. Digunakan sebagai pelumas:
campuran beton cair dan minyak industri sesuai dengan gost 20799 dengan perbandingan 1:1, campuran minyak konservasi NG-203A sesuai dengan OST 38.01436 dan minyak industri sesuai dengan gost 20799 dengan perbandingan 1:1, minyak industri sesuai dengan gost 20799 + 15% aditif AKOR-1 sesuai dengan gost 15171 atau jenis minyak atau campuran pengawet lainnya dengan rasio komponen berbeda, yang sifat pelindungnya setara dengan yang tercantum.
(Edisi Perubahan, Amandemen No. 2, 3, 4).
5.3. Pengikatan beberapa gulungan secara bersamaan diperbolehkan. Lebar total gulungan yang dibundel dalam hal ini tidak boleh melebihi 250 mm; kepatuhan dan. 5.1 adalah wajib. Dengan persetujuan konsumen, metode pengemasan pita lainnya diperbolehkan untuk menjamin keamanannya selama penyimpanan dan pengangkutan serta mencegah korosi.
(Edisi Perubahan, Amandemen No. 1, 4).
5.4. Setiap gulungan atau kemasan harus diberi label yang menunjukkan: merek dagang atau nama dan merek dagang pabrikan; simbol rekaman itu;
nomor batch.
(Edisi Perubahan, Amandemen No. 3).
5.4a. Penandaan transportasi - menurut Gost 14192.
(Diperkenalkan sebagai tambahan, Amandemen No. 3).
5.5. (Dihapus, Amandemen No. 2).
5.6. Rekaman itu diangkut dengan semua jenis angkutan sesuai dengan aturan pengangkutan barang yang berlaku untuk jenis angkutan ini, dan bila diangkut dengan kereta api - sesuai dengan persyaratan teknis untuk memuat dan mengamankan muatan, yang disetujui oleh Kementerian. Kereta Api Uni Soviet.
Rekaman itu diangkut dengan kereta api dalam gerbong tertutup dengan muatan mobil atau dalam pengiriman kecil.
1 - kertas tahan air; 2 - lembaran logam; 3 - palet kayu; 4 - pita logam
Diperbolehkan mengangkut paket kaset yang dibungkus lembaran logam dengan kendaraan terbuka.
(Edisi Perubahan, Amandemen No. 3, 4).
5.7. Penyimpanan rekaman itu harus dilakukan sesuai dengan ketentuan 2 GOST 15150. (Edisi yang diubah, Amandemen No. 4).
DATA INFORMASI
1. DIKEMBANGKAN DAN DIPERKENALKAN oleh Kementerian Metalurgi Besi Uni Soviet
2. DISETUJUI DAN DIBERLAKUKAN dengan Keputusan Komite Negara Standar Dewan Menteri Uni Soviet tanggal 06.08.73 No.
3. BUKAN Gost 3560-47
4. REFERENSI DOKUMEN PERATURAN DAN TEKNIS
|
Nomor barang |
Nomor barang |
||
|
Gost 11701-84 | |||
|
Gost 14192-96 | |||
|
Gost 15150-69 | |||
|
Gost 1050-88 |
Gost 15171-78 | ||
|
Gost 3282-74 |
Gost 16272-79 | ||
|
Gost 4381-87 |
Gost 16523-97 | ||
|
Gost 6507-90 |
Gost 20799-88 | ||
|
Gost 8828-89 |
Gost 21650-76 | ||
|
Gost 9569-79 |
Gost 24597-81 | ||
|
Gost 10354-82 |
OST 38.01436-87 |
5. Masa berlakunya dicabut sesuai dengan Protokol No. 5-94 Dewan Antar Negara untuk Standardisasi, Metrologi dan Sertifikasi (IUS 11-12-94)
6. EDISI dengan Perubahan No. 1, 2, 3, 4, disetujui pada Desember 1980, Desember 1982, Desember 1985, Juli 1990 (IUS 2-80, 3-83, 4-86, 10 -90)